|
About Fred V Fowler
Catalogue Pages
|
 |
|
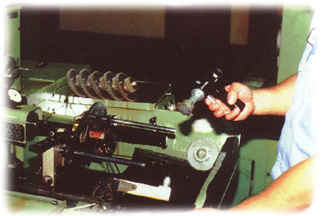
Pistol Grip Bore Gage is Key in Eskridge
Quality Control Program
 |
Olathe,
Kansas, June 1996
A new state of the art bore gage, intensified training, and
tool maintenance regimes are making it possible for Eskridge,
Inc.-- a machine shop specializing in rotation drives, planetary
gear boxes and fail-safe brakes -- to shorten delivery times,
boost part accuracy, improve overall product quality and increase
employee efficiency. |
 |
|
The company, which
employs 56 and whose business is growing rapidly, most recently
added to its metrology arsenal several Fowler/Bowers pistol
grip bore gages which have shortened setup time by a factor
of five, advanced accuracies to a reliable .00015" and significantly
reduced work while expanding usable machine time.
This new Bowers
Holematic pistol grip bore gage is used directly on
the production line and has a .00005"/.001mm resolution. It
has been particularly attractive to Eskridge, according to
Tim Brown, Quality Assurance Supervisor, because its digital
features tie into the new comprehensive data acquisition system
the company is installing to increase overall quality of its
output. It replaces dial bore gages, which were less accurate
and slower to provide the needed checks.
Shop Supervisor
Steve French adds, "This is the best bore gage we've had in
my 22 years of machining experience. We do a lot of hone work
and had a lot of problems with oil getting inside the other
bore gages. Using this one, all we have to do is pull the
battery out, clean it with a little denatured alcohol on a
Q-tip and off we go." Brown says that some of the other gages
needed battery replacements every day or so under continuous
use. But with Fowler gages we're getting 3 -- 6 months continuous
use (battery life is actually 3,000 hours) under the same
conditions in comparison to the older dial gages used, and
the company can train people faster and avoid problems of
misreading the output."
|
| Moving
to SPC Data Collection |
| Now gathering
data manually, Eskridge is in the process of establishing a
new data collection system which will be able to transfer digital
data from the Bowers gage via Opto/RS232 cable to small station
computers and then to a central computer.
"This will permit
us to take real-time dimensional checks and gather a great
deal of other production information. It will be a great leap
forward," says Brown.
The system will
permit Eskridge to make a higher class of gears requiring
stricter quality standards than it currently produces. Over
90% of the component parts used to produce the company's product
line are manufactured in-house.
|
 |
 |
| Realizing
and Applying Time Savings... |
Another advance is
described by Steve French: "Our machine tool equipment and the
special program we have for its maintenance is extremely important
in our overall quality. The Okuma lathes and the new Leblond horizontal
machining center are frequently checked to be sure there is no
gap in maintenance. In addition, three years ago we moved into
manufacturing cells and more recently went to modular tooling.
As a result of all of this -- and the speed and accuracy of our
online dimensional checking -- just the other day we set up the
same job four times and each time only took from 10 to 15 minutes
-- with no loss of parts. That's a rarity!" |
| Ruggedness
and Reliability! |
| The ruggedness
of the new Fowler/Bowers Holematic
bore gage "amazes" the quality group at the company; it recently
was dropped from a height of four feet and landed on the edge
of a metal shelf and then hit the concrete floor. "There was
no need at all for any readjustment because it did not lose
its zero," Brown said. "It still zeroed where we had preset
it. That's one of the many reasons we have two more sets of
them on order." |
ami
|
|

